Ano ang Rubber Kneader at Paano Ito Istruktura
A rubber kneader — tinutukoy din bilang internal mixer o banbury-type kneader — ay isang saradong, high-intensity mixing machine na ginagamit upang tambalan ang hilaw na goma na may mga additives tulad ng carbon black, sulfur, accelerators, plasticizer, at processing oil. Hindi tulad ng mga bukas na gilingan, ang rubber kneader ay nagsasagawa ng paghahalo sa loob ng isang selyadong silid, na kapansin-pansing binabawasan ang pagkawala ng materyal, nagpapabuti sa pagkakapareho ng dispersion, at nagbibigay-daan sa pagproseso ng mga compound na sensitibo sa temperatura.
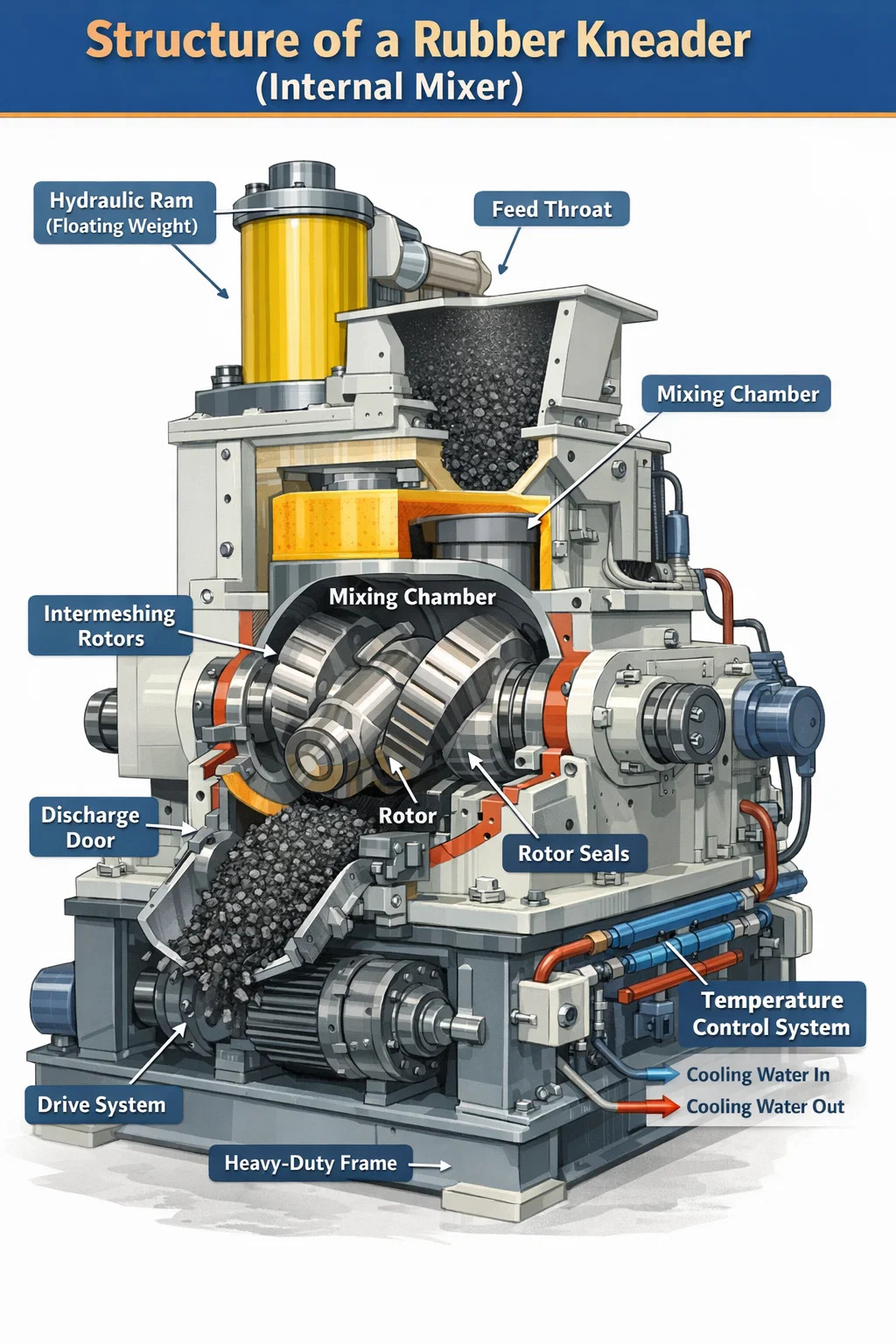
Ang pangunahing istraktura ng isang rubber kneader ay binubuo ng anim na pangunahing sistema: ang mixing chamber, ang rotors, ang hydraulic ram (floating weight), ang discharge door mechanism, ang temperature control system, at ang drive system. Ang bawat isa ay gumaganap ng isang natatanging mekanikal na papel, at ang pag-unawa sa kung paano sila nakikipag-ugnayan ay nagpapakita kung bakit ang mga panloob na kneader ay naging pamantayan ng industriya para sa pagsasama-sama ng goma sa paggawa ng gulong, mga seal, gasket, hose, at teknikal na mga produktong goma.
Ang mismong katawan ng makina ay karaniwang gawa mula sa high-strength cast steel o fabricated steel plate, na may mga panloob na ibabaw na pinatigas o nilagyan ng wear-resistant na haluang metal upang mapaglabanan ang napakalaking puwersang mekanikal na nabuo sa panahon ng paghahalo — kadalasang lumalampas sa 500 kN sa mga makinang may malalaking kapasidad.
Ang Mixing Chamber: Ang Puso ng Rubber Kneader
Ang mixing chamber ay ang nakapaloob na espasyo kung saan nagaganap ang lahat ng compounding. Ito ay isang hugis-walong-hugis na lukab na naka-machine sa napakahigpit na mga tolerance, na idinisenyo upang maglagay ng dalawang counter-rotating na rotor. Ang panloob na profile ng kamara ay hindi pabilog — ang mga dingding nito ay naka-contour upang umakma sa geometry ng rotor, na tinitiyak na ang mass ng goma ay patuloy na nakatiklop, nagugupit, at muling nakalantad sa mga ibabaw ng rotor.
Ang dami ng kamara ay isa sa mga pangunahing pagtutukoy na ginagamit sa pag-uuri ng mga rubber kneader. Ang mga makinang pang-laboratoryo ay maaaring magkaroon ng mga volume ng kamara na kasing liit ng 0.3 litro, habang ang mga panloob na mixer sa antas ng produksyon na ginagamit sa mga pabrika ng gulong ay maaaring lumampas sa 650 litro. Ang mga karaniwang laki ng pang-industriya ay mula 20L hanggang 270L, na may mga fill factor (ang ratio ng bigat ng singil ng goma sa volume ng chamber) na karaniwang nakatakda sa pagitan ng 0.6 at 0.75.
Ang mga dingding ng silid ay nagsasama ng isang malawak na network ng panloob na paglamig at pag-init ng mga channel . Sa mga modernong rubber kneader, ang mga channel na ito ay direktang idini-drill sa pamamagitan ng chamber body at konektado sa isang closed-loop temperature control system. Ang tumpak na pamamahala ng thermal ay kritikal — ang lagkit ng goma, kahusayan sa pagpapakalat, at kalidad ng tambalan ay nakasalalay lahat sa pagpapanatili ng temperatura ng batch sa loob ng tinukoy na window, kadalasan sa pagitan ng 70°C at 160°C depende sa formulation.
Ang silid ay nahahati sa dalawang halves - isang itaas na katawan at isang mas mababang katawan - na pinagsama. Ang ibabang kalahati ay naglalaman ng discharge door hinge. Nagbibigay-daan ang split construction na ito ng access para sa inspeksyon, paglilinis, at pagpapalit ng liner. Ang mga chamber liners na gawa sa tumigas na bakal (karaniwang may mga halaga ng katigasan sa ibabaw na 58–62 HRC) ay nagpoprotekta sa structural chamber body mula sa nakasasakit na mga compound ng goma at maaaring palitan nang nakapag-iisa nang hindi binabaklas ang buong makina.
Mga Rotor: Ang Tinutukoy na Bahagi ng Disenyo ng Rubber Kneader
Ang mga rotor ay ang mga mekanikal na elemento na aktwal na nagsasagawa ng paghahalo sa loob ng silid. Sa isang rubber kneader, dalawang rotor ang umiikot sa magkasalungat na direksyon sa isang nakapirming ratio ng bilis , karaniwang 1:1.1 o 1:1.2, na lumilikha ng differential rotor speed na bumubuo ng matinding shear stress sa nip point sa pagitan ng mga rotor at sa pagitan ng bawat rotor at ng chamber wall.
Ang geometry ng rotor ay isa sa mga pinaka-engineered na aspeto ng isang panloob na panghalo. Mayroong tatlong pangunahing uri ng rotor na ginagamit sa modernong rubber kneader:
- Dalawang-pakpak (elliptical) rotors: Ang orihinal na disenyo, na nailalarawan sa pamamagitan ng dalawang helical blades na pinaikot kasama ang rotor shaft. Ang mga ito ay bumubuo ng mataas na puwersa ng paggugupit at angkop para sa mga hard-to-mix na compound, carbon black masterbatch, at high-viscosity rubbers gaya ng natural rubber (NR) at EPDM. Tip clearance sa pagitan ng rotor wing at chamber wall ay karaniwang 2-6 mm.
- Mga rotor na may apat na pakpak: Binuo upang mapabuti ang dispersive at distributive na paghahalo nang sabay-sabay. Ang karagdagang mga pakpak ay nagpapataas ng dalas ng materyal na pagtitiklop at muling oryentasyon sa bawat rebolusyon, na nagpapahintulot sa mas mabilis na pagsasama ng mga tagapuno. Ang mga rotor na may apat na pakpak ay karaniwan na ngayon sa mga linya ng paghahalo ng tambalang gulong na may mataas na produksyon.
- Mga rotor na may anim na pakpak (o multi-pakpak): Ginagamit sa mga application na nangangailangan ng napakahusay na pagpapakalat ng tagapuno, tulad ng mga compound ng gulong na nakabatay sa silica kung saan kritikal ang kahusayan sa pagkakabit ng silane. Ang mga rotor na ito ay gumagawa ng mas banayad, mas distributive na paghahalo na may mas mababang peak na temperatura.
Ang mga rotor shaft ay guwang at konektado sa temperatura control system, na nagpapahintulot sa coolant o singaw na dumaloy sa loob. Ang internal rotor cooling na ito ay mahalaga sa high-speed mixing operations kung saan ang frictional heat generation ay maaaring magdulot ng napaaga na bulkanisasyon (scorching) ng compound. Ang bilis ng ibabaw ng rotor sa mga production kneader ay karaniwang mula sa 20 hanggang 80 rpm , na may ilang variable-speed machine na may kakayahang gumana sa buong saklaw na ito sa loob ng iisang ikot ng paghahalo.
Ang mga rotor ay sinusuportahan sa magkabilang dulo ng heavy-duty na anti-friction roller bearings na nakalagay sa mga frame sa gilid ng makina. Ang pagkakaayos ng tindig ay dapat tumanggap ng parehong radial load mula sa rubber compound pressure at axial thrust load na nabuo ng helical rotor wings. Ang mga bearing assemblies sa malalaking kneader ay kadalasang pinapalamig din ng tubig, dahil ang frictional heat sa mga bearing seat ay makakabawas nang malaki sa buhay ng serbisyo.
Rotor Sealing System
Kung saan lumalabas ang rotor shaft sa mixing chamber sa pamamagitan ng mga side wall, pinipigilan ng sealing system ang paglabas ng rubber compound sa kahabaan ng shaft. Ito ay teknikal na isa sa mga pinaka-mapaghamong lugar ng disenyo ng rubber kneader. Ang seal ay dapat maglaman ng goma sa mga presyon hanggang sa 0.5–1.0 MPa habang ang baras ay umiikot nang mabilis, habang ang loob ng silid ay nasa mataas na temperatura.
Karamihan sa mga modernong rubber kneader ay gumagamit ng isa sa dalawang sealing arrangement:
- Labyrinth seal na may rubber packing: Ang isang serye ng mga machined grooves at ridges ay lumikha ng isang paikot-ikot na landas na lumalaban sa compound flow. Kasama ng mga naka-compress na rubber packing ring, ang kaayusan na ito ay nagbibigay ng epektibong sealing para sa karamihan ng mga compound ng produksyon. Ang pagpapalit ng packing ay isang nakagawiang gawain sa pagpapanatili na ginagawa bawat ilang daang oras ng pagpapatakbo.
- Mga mekanikal na seal ng mukha: Ginagamit sa mga premium na makina at application na may mahigpit na mga kinakailangan sa kontaminasyon. Ang umiikot na mukha ng selyo na nakadikit sa nakatigil na upuan ay nagbibigay ng positibong hadlang. Ang mga seal na ito ay maaaring naka-air o water-cooled at nag-aalok ng mas mahabang agwat ng serbisyo kaysa sa mga packing-type na seal.
Ang Hydraulic Ram (Floating Weight): Kontrol ng Presyon sa Itaas ng Compound
Direktang nakaupo sa itaas ng mixing chamber ang upper ram, karaniwang tinatawag na floating weight o hydraulic ram. Ito ay isang solidong bakal o ductile iron block na hugis para magkasya sa loob ng feed throat ng chamber. Ang tungkulin nito ay i-seal ang tuktok ng mixing chamber pagkatapos ma-load ang materyal at ilapat ang pababang presyon sa rubber batch habang hinahalo.
Ang presyon ng ram ay isa sa pinakamahalagang variable ng proseso sa operasyon ng rubber kneader. Pinipilit ng mas mataas na presyon ng ram ang rubber compound na makipag-ugnayan nang mas malapit sa mga rotor, pinatataas ang intensity ng paggugupit at pagpapabuti ng dispersion. Gayunpaman, ang sobrang presyon ay nagpapabilis sa pagkasuot ng rotor at chamber liner. Karaniwang nasa 0.2 hanggang 0.8 MPa ang mga pressure ng ram sa mga production machine, na inilalapat sa pamamagitan ng hydraulic cylinder na naka-mount sa itaas ng feed throat.
Ang ram ay ginagabayan ng isang vertical throat cylinder - isang tiyak na machined passage na nagpapanatili sa ram na nakasentro at pinipigilan ang pag-ilid na paggalaw sa ilalim ng compound pressure. Ang isang dust seal sa ilalim ng lalamunan ay pumipigil sa goma na lumipat sa paligid ng katawan ng ram. Ang ram mismo ay madalas na naka-cored at nakakonekta sa cooling water circuit upang pamahalaan ang pagsipsip ng init mula sa goma sa ibaba.
Ang hydraulic cylinder na nagpapaandar sa ram ay naka-mount sa isang pivot frame sa itaas ng katawan ng makina, na nagbibigay-daan sa pag-ugoy nito nang malinaw kapag ang feed throat na takip ay binuksan para sa pag-charge. Sa mga automated na linya ng produksyon, ang ram cycle ay kinokontrol ng mixing program — ito ay awtomatikong tumataas kapag ang dump door ay bumukas upang palabasin ang batch, at bumababa at nagla-lock kaagad pagkatapos na ma-load ang susunod na charge.
Sa ilang mas bagong disenyo ng rubber kneader, partikular ang mga ginagamit para sa silica-silane compounding, ang presyon ng ram ay dynamic na binago sa panahon ng ikot ng paghahalo — pansamantalang binabawasan ang presyon sa panahon ng yugto ng reaksyon ng silanization upang maiwasan ang overheating, pagkatapos ay tataas itong muli para sa huling dispersion. Nangangailangan ito ng proporsyonal na hydraulic valve system na isinama sa machine control unit.
Discharge Door Mechanism: Inilabas ang Mixed Batch
Ang discharge door ay bumubuo sa ilalim ng mixing chamber. Kapag kumpleto na ang paghahalo, bumubukas ang pintong ito pababa (o umiindayog sa isang gilid, depende sa disenyo) upang ilabas ang natapos na batch ng goma sa pamamagitan ng gravity sa isang downstream device - karaniwang isang open mill, twin-screw extruder, o batch-off cooling conveyor.
Ang pinto ay pinaandar ng isang haydroliko na silindro, at ang mekanismo ng pagsasara nito ay dapat makatiis sa buong presyon ng panloob na silid sa panahon ng paghahalo nang walang pagpapalihis. Kahit na ang maliit na flex ng pinto ay maaaring payagan ang goma na lumabas sa lugar ng selyo ng pinto, na nagpapabilis sa pagkasira at nagiging sanhi ng kontaminasyon. Gumagamit ang mga de-kalidad na rubber kneader ng maramihang locking bolts o mekanismo ng cam-lock na namamahagi ng puwersa ng pag-clamping nang pantay-pantay sa perimeter ng pinto.
Ang mukha ng pinto (ang ibabaw na dumudugtong sa compound ng goma) ay karaniwang lumalabas na may matigas na wear plate, na maaaring palitan nang nakapag-iisa. Ang katawan ng pinto ay nagsasama ng mga cooling channel na konektado sa parehong circuit ng mga dingding ng silid. Ang isang rubber o elastomeric seal ring ay tumatakbo sa paligid ng perimeter ng pinto upang maiwasan ang compound leakage sa chamber/door interface — ang seal na ito ay isang consumable item na pinapalitan sa panahon ng nakaiskedyul na maintenance.
Ang oras ng pagbubukas ng pinto sa paglabas ay isang parameter ng proseso — binabawasan ng mas mabilis na pagbubukas ang oras na nalantad ang compound sa init pagkatapos ng paghahalo, na mahalaga para sa mga compound na sensitibo sa temperatura na naglalaman ng mga pre-dispersed vulcanization agent. Sa mataas na bilis ng mga linya ng produksyon, Ang pagbubukas ng pinto at pagbaba ng batch ay nakumpleto sa loob ng 3–5 segundo upang mapanatili ang throughput.
Temperature Control System: Pamamahala ng init sa buong Rubber Kneader
Ang pamamahala sa temperatura ay hindi opsyonal sa pagpapatakbo ng rubber kneader — ito ay isang pangunahing kinakailangan para sa kalidad ng tambalan at pag-uulit ng proseso. Ang temperatura control system ay sumasaklaw sa tatlong heat exchange zone: ang chamber walls, ang rotor body, at ang ram. Ang bawat zone ay maaaring malayang kontrolin.
Karamihan sa mga production rubber kneader ay gumagamit ng closed-loop na water temperature control unit (TCU) na nagpapalipat-lipat ng tempered water sa lahat ng tatlong zone. Ang TCU ay maaaring magpainit ng tubig gamit ang mga electric heater o steam injection at palamig ito gamit ang isang heat exchanger na konektado sa pasilidad ng pinalamig na supply ng tubig. Ang mga target na temperatura ng tubig ay nag-iiba ayon sa yugto ng proseso:
- Pre-heat stage: 60–90°C na tubig para dalhin ang chamber sa operating temperature bago ang unang batch ng shift
- Stage ng paghahalo: 20–40°C cooling water para sumipsip ng frictional heat at maiwasan ang compound overtemperature
- Yugto ng paglilinis: Mainit na tubig o steam flush para lumambot ang natitirang compound para sa mas madaling pagtanggal
Ang temperatura ng compound ay sinusubaybayan ng mga thermocouples o infrared sensor na naka-mount sa dingding ng silid. Real-time na feedback ng compound temperature ay ginagamit ng sistema ng pagkontrol ng makina upang ayusin ang bilis ng rotor, presyon ng ram, at rate ng daloy ng coolant upang mapanatili ang batch sa loob ng detalye. Sa ilang advanced na rubber kneader system, ang paghahalo ay awtomatikong natatapos kapag ang compound temperature ay umabot sa isang set point sa halip na pagkatapos ng fixed time cycle — itong tinatawag na temperature-controlled na dump ay mas pare-pareho kaysa sa time-controlled na dumping at binabawasan ang batch-to-batch variability.
Mga Detalye ng Rotor at Chamber Cooling Circuit
Sa loob ng bawat guwang na rotor, ang coolant circuit ay karaniwang sumusunod sa isang spiral o bore pattern na nagpapalaki sa surface contact area. Ang mga rotary union (tinatawag ding swivel joints) sa mga dulo ng rotor shaft ay kumokonekta sa mga nakatigil na supply ng mga tubo ng coolant sa umiikot na rotor interior nang walang pagtagas. Ang mga ito ay mga bahagi ng katumpakan na nangangailangan ng pana-panahong inspeksyon at pagpapalit habang ang kanilang mga panloob na seal ay nasusuot.
Ang mga channel ng pagpapalamig sa dingding ng silid ay binubugbog sa isang serpentine na pattern sa pamamagitan ng chamber block, karaniwang nasa pagitan ng 30–50 mm center-to-center. Ang rate ng daloy ng coolant sa pamamagitan ng mga channel na ito ay idinisenyo upang makamit ang kapasidad sa pag-alis ng init na sapat para sa na-rate na kapangyarihan ng makina — para sa isang 270L kneader na may 2000 kW drive motor, ang sistema ng paglamig ay dapat na may kakayahang mag-alis ng hindi bababa sa 1.5–2.0 MW ng thermal energy nang tuluy-tuloy.
Drive System: Power Transmission sa Rotors
Ang drive system ng isang rubber kneader ay binubuo ng electric motor, speed reducer (gearbox), at ang gear arrangement na nagtutulak sa dalawang rotor. Dahil ang mga rotor ay dapat umikot sa isang fixed speed ratio na may kaugnayan sa isa't isa, sila ay pinagsama sa pamamagitan ng isang interlocking gear set - ang timing gears - na nagsisiguro ng pag-synchronize anuman ang mga pagkakaiba-iba ng load.
Ang pangunahing drive motor ay halos pangkalahatan ay isang AC induction motor na may variable frequency drive (VFD) na kontrol sa mga modernong makina. Ang kakayahan ng variable na bilis ay mahalaga para sa pag-optimize ng paghahalo sa iba't ibang yugto ng isang compound cycle — halimbawa, tumatakbo sa mababang bilis sa panahon ng paunang pagkasira ng bale upang maiwasan ang labis na karga ng motor, pagkatapos ay bumilis sa pinakamataas na bilis para sa pagsasama ng tagapuno. Ang lakas ng motor sa produksyon ng mga kaliskis ng mga kneader ng goma na may dami ng silid:
| Dami ng Kamara (L) | Karaniwang Lakas ng Motor (kW) | Saklaw ng Bilis ng Rotor (rpm) | Karaniwang Aplikasyon |
|---|---|---|---|
| 20–40 | 110–250 | 20–60 | Maliit na batch, mga espesyal na compound |
| 75–120 | 500–900 | 20–70 | Mid-size na gulong at pang-industriya na goma |
| 200–270 | 1500–2500 | 20–80 | Pagsasama-sama ng mataas na dami ng gulong |
| 400–650 | 3000–5000 | 15–60 | Malaking-scale na paggawa ng masterbatch ng gulong |
Ang gearbox (speed reducer) ay bumababa sa bilis ng motor sa rotor operating speed habang nagpaparami ng torque. Sa isang rubber kneader, dapat hawakan ng gearbox ang napakataas na torque — para sa isang 2000 kW na motor na tumatakbo sa mga rotor sa 40 rpm, ang torque sa rotor shaft ay maaaring lumampas sa 500,000 N·m. Ang gearbox ay karaniwang isang parallel-shaft o right-angle arrangement na may carburized at ground helical gears, na nakalagay sa isang matibay na cast iron o fabricated steel casing na may forced-feed lubrication.
Ang isang flexible coupling sa pagitan ng motor at gearbox ay sumisipsip ng mga shock load sa panahon ng pagkasira ng bale — ang epekto kapag ang isang rotor ay tumama sa isang malamig na rubber bale ay maaaring magdulot ng agarang torque spike ng dalawa hanggang tatlong beses ang rate ng operating torque. Kung walang flexible coupling, ang mga spike na ito ay direktang ipapadala sa gearbox at motor shaft, na magdudulot ng napaaga na pagkapagod.
Feed Throat at Charging System
Ang feed throat ay ang patayong daanan sa itaas ng mixing chamber kung saan ang goma at mga additives ay ikinarga. Sa manu-manong operasyon, ang mga rubber bale at weighed additives ay ibinabagsak sa lalamunan ng mga operator o conveyor. Sa automated compounding lines, ang feed throat ay nilagyan ng tipping tray o pneumatic ram-assist device upang itulak ang mga materyales pababa sa chamber laban sa resistensya ng mga rotor.
Ang mga sukat ng pagbubukas ng lalamunan ay idinisenyo upang tanggapin ang mga karaniwang laki ng rubber bale — ang isang 270L kneader ay karaniwang may butas na lalamunan na humigit-kumulang 600 mm × 400 mm. Ang isang pivoting dust cover o flap ay nagsasara sa lalamunan pagkatapos mag-charge upang maglaman ng alikabok at usok habang hinahalo. Ang ilang mga makina ay nagsasama rin ng fume extraction port sa takip ng lalamunan na konektado sa isang sentral na sistema ng bentilasyon - ito ay partikular na mahalaga kapag naghahalo ng mga compound na naglalaman ng carbon black, sulfur, o volatile processing oil.
Ang liquid ingredient injection — para sa mga process oil, liquid silanes, o mga espesyal na additives — ay kadalasang ginagawa sa pamamagitan ng mga port na direktang nilagyan sa chamber wall o sa pamamagitan ng ram body. Ang mga injection nozzle na ito ay dapat na idinisenyo upang mapaglabanan ang presyon at temperatura ng silid habang naghahatid ng tumpak na mga volume na may sukat, na karaniwang kinokontrol ng mga gear pump dosing system na isinama sa programa ng paghahalo.
Machine Frame at Structural Components
Ang buong rubber kneader assembly ay naka-mount sa isang mabigat na structural base frame na gawa sa makapal na steel plate o castings. Ang frame na ito ay sumisipsip ng mga puwersa ng reaksyon mula sa proseso ng paghahalo at ipinapadala ang mga ito sa pundasyon. Ang mga puwersang kasangkot ay malaki — ang isang malaking production kneader ay bumubuo ng mga puwersang naghihiwalay ng rotor (ang puwersang nagtulak sa mga rotor hiwalay dahil sa presyon ng goma) na maaaring umabot ng ilang daang kilonewtons sa panahon ng peak mixing load.
Ang dalawang side frame, isa sa bawat gilid ng mixing chamber, ay nagdadala ng rotor bearings at nagbibigay ng istrukturang koneksyon sa pagitan ng chamber at base. Ang mga ito ay madalas na ang pinaka-mabigat na stress na bahagi sa makina at gawa mula sa nodular cast iron o heavy-gauge fabricated steel na may malaking fillet radii upang mabawasan ang konsentrasyon ng stress.
Ang mga vibration isolation mount sa pagitan ng kneader base frame at ng pundasyon ng gusali ay pamantayan sa mga modernong installation. Ang isang fully loaded na malaking rubber kneader sa panahon ng pagkasira ng bale ay nagdudulot ng makabuluhang vibration — nang walang paghihiwalay, maaari itong magpadala sa istraktura ng gusali at makaapekto sa kalapit na instrumento o maging sanhi ng pagkapagod na pag-crack sa mga anchor bolts sa paglipas ng panahon.
Control System at Instrumentation sa Modernong Rubber Kneader
Ang mga kontemporaryong rubber kneader ay nilagyan ng PLC-based na mga control system na awtomatikong namamahala sa buong ikot ng paghahalo. Ang control system ay sumusubaybay at nagtatala ng tuluy-tuloy na stream ng proseso ng data:
- Compound temperature (sinusukat sa pamamagitan ng chamber wall thermocouple o infrared pyrometer na nakatutok sa compound sa pamamagitan ng sight port)
- Bilis ng rotor (rpm), patuloy na naa-adjust ng VFD
- Motor current draw, na proporsyonal sa compound lagkit at nagsisilbing hindi direktang sukatan ng paghahalo ng input ng enerhiya
- Partikular na input ng enerhiya (kWh/kg), na naipon sa buong ikot ng paghahalo
- Posisyon at presyon ng Ram
- Mga temperatura ng pumapasok at labasan ng coolant para sa bawat cooling zone
- Itapon ang posisyon ng pinto (bukas/sarado na interlock)
Ang partikular na pag-input ng enerhiya ay masasabing ang pinaka-maaasahang tagapagpahiwatig ng pagkakumpleto ng paghahalo para sa maraming mga compound ng goma - ang pagpapakalat ng carbon black, halimbawa, ay malapit na nauugnay sa pinagsama-samang input ng enerhiya bawat kilo ng compound sa halip na sa oras lamang. Ang mga makabagong kontrol ng rubber kneader ay nagbibigay-daan sa mga programa ng paghahalo na tukuyin sa pamamagitan ng endpoint ng enerhiya sa halip na endpoint ng oras, na awtomatikong nagbabayad para sa mga pagkakaiba-iba sa lagkit ng hilaw na materyal sa pagitan ng mga batch.
Ang lahat ng batch data ay naka-log sa isang database para sa kalidad ng traceability. Ang Integrasyon sa Manufacturing Execution Systems (MES) ay nagbibigay-daan sa bawat batch record na ma-link sa raw material lot number, operator ID, at downstream compound test results, na nagbibigay-daan sa root-cause analysis kapag naganap ang mga deviation ng kalidad.
Mga Pangunahing Pagkakaiba sa Istruktura sa Pagitan ng Mga Uri ng Rubber Kneader
Hindi lahat ng rubber kneader ay nagbabahagi ng magkaparehong mga pagsasaayos ng istruktura. Mayroong ilang mga pagkakaiba-iba ng disenyo upang matugunan ang iba't ibang mga kinakailangan sa produksyon:
Tangential vs. Intermeshing Rotor Kneader
Sa isang tangential rotor kneader (ang klasikong disenyo ng Banbury), ang dalawang rotor ay umiikot sa magkahiwalay na pabilog na mga landas na magkadikit sa isa't isa — ang mga pakpak ng rotor ay hindi magkakaugnay. Lumilikha ito ng malaking mixing zone sa pagitan ng mga rotor kung saan nagaganap ang matinding paggugupit, na ginagawang lubos na epektibo ang tangential kneader para sa dispersive na paghahalo ng mga reinforcing filler. Karamihan sa mga panloob na mixer ng produksyon sa buong mundo ay gumagamit ng mga tangential rotors.
Sa isang intermeshing rotor kneader (gaya ng GK series ng HF Mixing o ang F-series ni Farrel Pomini), ang mga rotor ay nakaposisyon nang magkalapit at ang kanilang mga pakpak ay nagsasapawan at nagsa-intermesh habang umiikot ang mga ito — katulad ng konsepto sa twin-screw extruder ngunit may mas maikli at mas makapal na flight. Ang disenyong ito ay bumubuo ng kakaibang pattern ng daloy, na gumagawa ng mas mahusay na distributive mixing at mas mababang compound temperature, sa halaga ng medyo mas mababang dispersive mixing intensity. Ang mga intermeshing kneader ay mas gusto para sa heat-sensitive na silicone rubber, fluoroelastomer, at mga compound kung saan pinakamahalaga ang pagkontrol sa temperatura.
Upside-Down (Inverted) Discharge Kneader
Ang ilang mga disenyo ng rubber kneader — partikular ang mga ginagamit sa tuluy-tuloy o semi-continuous na mga linya ng pagpoproseso — hindi naglalabas sa ilalim ng pinto kundi sa pamamagitan ng pagkiling sa buong mixing chamber assembly upang ang pagbubukas ng silid ay nakaharap pababa at ang tambalan ay bumagsak. Ang nakabaligtad na discharge na disenyo na ito ay nagbibigay-daan sa mas mabilis na batch release at mas madaling pagsasama sa downstream processing equipment na direktang nakaposisyon sa ibaba ng kneader. Ang implikasyon ng istruktura ay isang mas kumplikadong frame ng makina na may mekanismo ng pagkiling at hydraulic locking system.
Open Top (Sigma Blade) Kneaders vs. Closed Banbury-Type Kneaders
Kapansin-pansin na sa ilang konteksto ng industriya, ang terminong "rubber kneader" ay tumutukoy din sa Z-blade o sigma-blade batch kneader — open-top, trough-shaped machine na may dalawang counter-rotating sigma o Z-shaped blades. Ang mga ito ay medyo naiiba sa istruktura mula sa saradong panloob na panghalo na inilarawan sa buong artikulong ito. Ang Sigma blade kneader ay walang ram at sealing system, gumagana sa atmospheric pressure, at mas karaniwang ginagamit para sa silicone rubber compounding, thermoplastic elastomer, at adhesive preparation kaysa sa high-filler rubber compounds.
Magsuot ng Mga Bahagi at Pagpapanatili-Kritikal na Mga Elemento ng Structural
Ang pag-unawa sa istraktura ng isang rubber kneader ay nangangahulugan din ng pag-alam kung aling mga bahagi ang magsuot at nangangailangan ng pana-panahong pagpapalit. Ang mga pangunahing bagay sa pagsusuot ay:
- Mga tip sa rotor: Ang mga tip ng pakpak ay nakakaranas ng pinakamataas na stress sa pakikipag-ugnay sa dingding ng silid. Sa ilang mga disenyo, ang mga rotor tip ay binuo na may hardface weld overlay na maaaring muling ilapat on-site. Sa iba pa, pinapalitan ang buong rotor kapag lumampas sa tolerance ang pagkasuot ng tip — kadalasan kapag ang clearance ng tip-to-wall ay lumaki mula sa idinisenyong halaga nito (2–5 mm) hanggang sa higit sa 8–10 mm, kung saan ang kahusayan ng paghahalo ay nasusukat.
- Mga liner ng silid: Ang mga seksyon ng wall lining ay maaaring palitan na mga wear plate, karaniwang 30–50 mm ang kapal, bolted o shrink-fitted sa chamber body. Ang buhay ng serbisyo ay nag-iiba mula sa ilang buwan sa mga abrasive na aplikasyon ng tambalan hanggang sa ilang taon sa banayad na serbisyo.
- Mga seal sa dulo ng rotor (pagpapakete): Pinapalitan tuwing 300–1000 oras ng pagpapatakbo depende sa uri ng tambalan at bilis ng rotor. Ang ipinagpaliban na pagpapalit ng packing ay humahantong sa tambalang kontaminasyon ng bearing area at kapansin-pansing pinabilis ang pagkasira ng bearing.
- Discharge door seal: Ang elastomeric perimeter seal sa discharge door ay pinapalitan sa mga naka-iskedyul na pagsasara, kadalasan tuwing 3-6 na buwan sa tuluy-tuloy na produksyon.
- Mga rotary union sa rotor cooling circuit: Siniyasat at muling itinayo taun-taon sa karamihan ng mga pasilidad, dahil ang pagkasira ng seal sa mga bahaging ito ay maaaring maging sanhi ng pagpasok ng coolant sa mga bearing housing.
Ang mga nakaplanong agwat sa pagpapanatili para sa mga rubber kneader sa mga pasilidad ng produksyon ng gulong ay karaniwang nakaayos sa paligid ng 8 oras na mga shift sa produksyon, na may maliliit na inspeksyon bawat shift, intermediate na pagsusuri linggu-linggo, at malalaking overhaul taun-taon o bawat 5,000–8,000 oras ng pagpapatakbo. Ang isang well-maintained na 270L rubber kneader ay maaaring magkaroon ng mekanikal na kakayahang magamit na higit sa 95% sa tuluy-tuloy na tatlong-shift na operasyon.